
Saturs
- Mašīnbūves valoda
- Galvenā Die Design un būvniecības terminoloģija
- Štancēšanas prese
- Nospiediet insultu
- Die izmērs
- Lējumi
- Die Detail
- Frēzēšana un apstrāde
- Galvenais dizains
- Tukša zīmēšana
- Trim Die
- Apdares tērauds
- Pīrsingu aprīkojums
- Die Cam
- Jautājumi un atbildes
Džeisons Marovičs no 1990. līdz 2005. gadam strādāja par zīmējumu un CAD operatoru autobūves jomā.

Mašīnbūves valoda
Metālu štancēšanas nozarē ir izveidota sava veida pseidovaloda. Nespeciālistam, kas nav informēts par lokšņu metāla detaļu izgatavošanu, klausīšanās, kā kāds par to runā, var būt līdzīgs klausīšanās svešvalodā runājošam.
Šī rokasgrāmata tika uzrakstīta, lai palīdzētu tiem, kuri vēlas uzzināt, par ko runā inženieri un rūpnīcas darbinieki, kad viņi apspriež lokšņu metāla štancēšanu un mašīnas, kas veic lokšņu metāla štancēšanas, formēšanas, apgriešanas, atloka, caurduršanas un pārstrukturēšanas procesus.
Die inženierija ir viena no tām amatniecībām, kuras izpratnei nepieciešami gadi. Vismaz neapstrādātas zināšanas par metalurģiju, spiediena sistēmām, tērauda apstrādi un dzelzs liešanu ir visi instrumenti, kas piemīt dizaineriem un celtniekiem.
Datortehnoloģija nespeciālistam ir devusi iespēju apskatīt presēšanas un presformu trīsdimensiju modeļus. Šīm virtuālā dizaina programmām ir izšķiroša nozīme, ļaujot citiem sekot matricai dažādās tās projektēšanas un būvēšanas fāzēs. Bet, ja jums nav ne jausmas, kādus komponentus jūs meklējat vai kādam nolūkam tie kalpo, jums būs grūtības sekot kāda cita paskaidrojumiem par mašīnu, vienkārši tāpēc, ka tik daudzi no mašīnbūvē izmantotajiem nosaukumiem un vārdiem nav zināmi. persona, kurai nav bijusi ilgstoša saskare ar metāla štancēšanas nozari.
Lai iegūtu vēl pamata ievadu lokšņu metāla štancēšanai automobiļu rūpniecībā, lūdzu, izlasiet "Štancēšanas formas: pamatskaidrojums par metāla zīmogošanas veidnēm. "Šī rokasgrāmata ir izstrādāta, lai palīdzētu cilvēkiem izprast pamatjēdzienus par to, kā no lokšņu metāla izgatavota automobiļa detaļa pāriet no koncepcijas uz ražošanu un darbojas kā izglītojošs ievadraksts šajā rakstā.
Galvenā Die Design un būvniecības terminoloģija
Šie termini ir lietderības secībā; tie tiek pasūtīti, lai palīdzētu kādam, kas nav pazīstams ar mehānisko veidņu veidiem un to pielietošanu kā instrumentiem, lai izgatavotu apzīmogotas metāla detaļas.
Štancēšanas prese
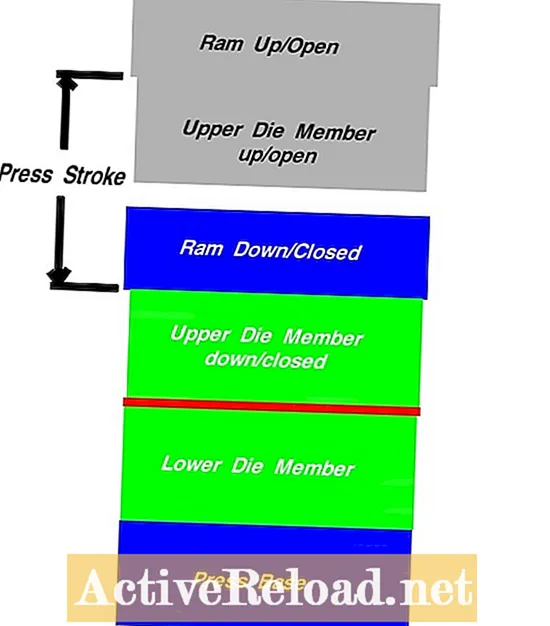
Šī ir mašīna, kurai piestiprina gatavo štancēšanas komplektu. Preses dibens vai pamatne ir nekustīga. Augšējais auns pārvietojas uz augšu un uz leju un nodrošina spiedienu, kas nepieciešams, lai izveidotu vai noturētu metāla vietu uz formas apakšējās puses, kas ir piestiprināta pie nekustīgās pamatnes. Augšējais formas elements ir piestiprināts pie cilindra, tādējādi pārvietojoties ar to uz augšu un uz leju.
Nospiediet insultu
Preses cilindrs virzās uz leju, līdz augšējais presēšanas elements tiek aizvērts pie apakšējā presēšanas elementa. Tad auns atgriežas augšup, atverot matricu un ļaujot noņemt gatavo daļu. Pēc tam matricā ievieto jaunu sagatavi. Katrs augšup un lejup cikls tiek veikts pēc vienām un tām pašām specifikācijām atkarībā no preses veida. Attālums, kuru auns veic vai nu uz augšu, vai uz leju, ir preses gājiens.
Lielākiem presēm parasti ir lielāks presēšanas gājiena attālums. Vēl viens svarīgs preses gājiena faktors ir sitieni minūtē. Dažādām presēm ir dažādas ātruma variācijas, un pirms faktora inženieri sāk darbu pie presēm, kas tiks piestiprinātas preses ratiņam un cilindram, uzmanīgi tiek apsvērti divi faktori, preses gājiena attālums un preses gājieni minūtē.
Die izmērs
Šie izmēri parasti attiecas uz augšējām un apakšējām plāksnēm - pārējās matricas detaļas ir piestiprinātas. Tie ir vai nu veidņu komplekti, kas izgatavoti no tērauda, vai čuguna kurpes. Dzelzs ir lētāks nekā tērauds, tāpēc, ja ir nepieciešama liela forma, vairāk nekā iespējams, tas tiks izgatavots no dzelzs. Mazāki štancēšanas komplekti ir izgatavoti no tērauda un bieži tiek pārdoti kā komplekti štancēti komplekti ar vadotnēm un montāžas spraugām vai caurumiem. Formas izmēri ietver kopējo (o.a.) formas lielumu un presēšanas komplekta izmēru. Ja augšējā dzelzs apavu garums ir 50 mm, garums 1200 mm un garums 800 mm, izmēri varētu izskatīties šādi: 50 x 1200 x 800. Lietos veidņus var viegli noformēt jebkurā izmērā, turpretī tērauda veidņu komplektus pārdod dažādos izmēros, izvēloties dažreiz var izrādīties izaicinājums.
Lējumi
Kad ir pieņemts lēmums veidot matricu no dzelzs, formas daļas sauc par liešanu. Tas neietver standarta priekšmetus, piemēram, perforatorus vai drošības blokus, kas parasti ir izgatavoti no tērauda. Dzelzs lējumi ir nepabeigts metāls, ko var apstrādāt dažādās vietās, kur nepieciešama tīra virsma (t.i., montāžas virsma).
Projektējot lējumus, inženierim ir jāņem vērā svars, sienas stiprums, serdes lielums un izmaksas. Kad liešanas projekts ir apstiprināts, tas tiek izvilkts vai atdalīts no kopējā dizaina un piešķirts savam datora failam. Šis fails tiek nosūtīts uz lietuvi, kur dzelzi ielej atbilstoši precīzām specifikācijām, kuras viņiem devis projekta avots. Kad dzelzs atdziest, trīsdimensiju dizaina aptuvenais attēls ir gatavs mašīnistu turpmākam darbam.
Die Detail
Parasti tie ir lējumi, kas izvilkti no kopējā dizaina, kā aprakstīts iepriekš. Bet tie var ietvert tērauda komponentus. Ikreiz, kad zīmējums vai 3D modelis palīdzēs celtniekiem labāk redzēt vai izprast dizainu, būvniecības uzņēmums var lūgt atsevišķus slāņus vai failus, kas ļaus viņiem apskatīt jebkuru galveno detaļu atsevišķi. Piemēram, augšējais štancēšanas spilventiņš būtu liets un apstrādāts no materiāla (failiem, projektiem), kas to parādīja ne tikai tad, kad tas bija ievietots štancā, bet arī atsevišķi.
Frēzēšana un apstrāde
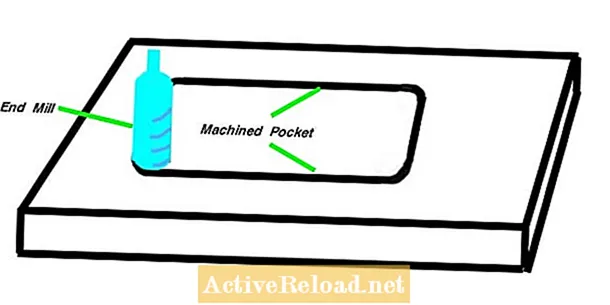
Virsmas apdares darbību sauc par mehānisko apstrādi. Tas bieži tiek paveikts ar vērpšanas metāla griezēju, ko sauc par dzirnavām. Dzirnavas var izmantot, lai kabatas sagrieztu dzelzī vai tēraudā, izveidotu gatavas virsmas atbilstoši stingrām specifikācijām un sekotu datorā ieprogrammētajiem ceļiem, kas ļauj stundām ilgi neapstājoties apstrādāt lielas virsmas.
Iepriekš redzamajā attēlā ņemiet vērā apstrādājamās kabatas noapaļotos stūrus. Ja vien nav nobeiguma - veids, kā griezēja ceļš netraucēts, to noņemot vai pārejot uz nākamo darbību, stūri tiks noapaļoti tādā pašā rādiusā kā griezējs. Šie rīki nevar izveidot kvadrātveida stūrus, taču ir vadu dedzināšanas rīki un citas iespējas to izdarīt.
Galvenais dizains
Tas attiecas uz praksi, ko projektēšanas inženieri izmanto, lai atvieglotu metālu. Tas ir, cieto dzelzs bloku varētu serdēt (atvieglot, noņemot daļu dzelzs), ja vien tas neapdraud dzelzs izturību matrača iekšpusē. Divi ieguvumi, veidojot veidni ar inteliģentu pamatplānu (daudzas reizes atbilstoši standartiem, kurus nodrošina daļa, kas pieprasīja daļu), ir dzelzs izmaksu efektivitāte un jutīgums pret presējumu.
Tukša zīmēšana
Šī ir operācija, ko veic vilkšanas mirst. Šie mirst parasti ir pirmais vai otrais mirst jebkurā veidņu sarakstā. Neformēta lokšņu metāla sagatave tiek ievietota štancē un veidota atbilstoši specifikācijām, kas norādītas detaļu datu failā. Zīmēšanas mirst izmantojiet spiedienu metāla veidošanai. Peldoša apakšējā spilventiņa, ko darbina zem tā esoša spiediena sistēma, ir neatņemama jebkura vilkšanas formas sastāvdaļa.Šo paliktni var izmantot, lai izveidotu metālu pret augšējo perforatoru, vai arī to var izmantot kā “gredzenu”, lai satvertu metālu, kad perforators nokrīt un veido to.
Trim Die
Šāda veida matrica ir veidota, koncentrējoties uz nevēlama metāla nogriešanu no daļas. Apdares mirst var realizēt, lai izgrieztu lielas caurumus, piemēram, logu atvērumus. Apgriešana līdz gatavai apdares līnijai dažreiz tiek veikta ar vairāk nekā vienu apdares mirstību sastāvā. Dizaineri darīs visu iespējamo, lai visas galvenās apgriešanas operācijas tiktu veiktas vienā štancā, taču dažreiz tas vienkārši nav iespējams.
Ir trīs pamata apdares veidi:
- Rupja apgriešana: Materiāla griešana, lai iegūtu efektivitāti vai piekļūtu nākamajā operācijā, pēdējā apdare.
- Galīgā apgriešana: Šī ir darbība, kurā detaļa tiek apgriezta līdz galīgai formai.
- Interjera apgriešana: Parasti tas ir vairāk iesaistīts un prasa apdares tērauda izkārtojuma plānu, tas ir atvērumu apgriešana, kas atrodas pēdējās apdares līnijas iekšpusē.
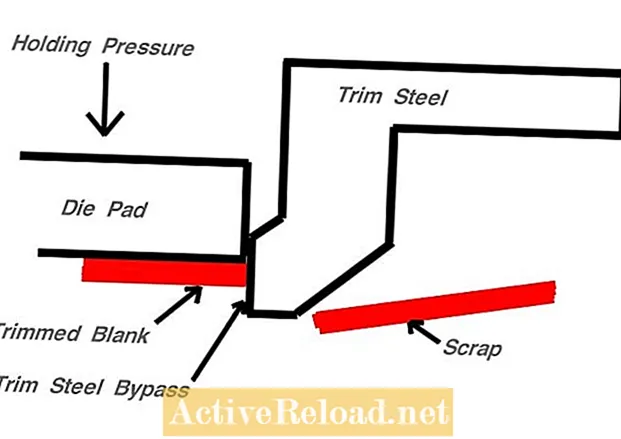
Apdares tērauds
Šīm vadāmajām tērauda detaļām ir montāžas virsma un apdares asmens. Asmeņi, kas uzstādīti uz augšējā matrača vai izciļņa, darbojas kā šķēru pāra augšdaļa. Kad tie tiek nolaisti uz metāla, viņi satiekas ar apakšējo tēraudu, kas darbojas kā šķēru pāra apakšējais žoklis. Tēraudi ir nedaudz ievadīti metālā, pietiekami, lai apietu tā metāla biezumu. Lokšņu metālu, kas pēc apgriešanas nokrīt no apdares līnijas, sauc par lūžņiem.
Pīrsingu aprīkojums
Ja panelī ir nepieciešamas mazākas atveres, piemēram, apaļas vai kvadrātveida atveres, tiek izmantots presēšanas perforators (uzstādīts presforma fiksatorā, kas savukārt ir uzstādīts uz aizvēršanas formas virsmas). Šos rūdītā tērauda perforatorus var uzasināt, lai viens perforators varētu izturēt visu štancēšanas procedūru, dažreiz desmitiem tūkstošu sitienu. Caururbšanas aprīkojums parasti attiecas uz vīriešu perforatoru, sieviešu piespiešanas pogu un stiprinājuma fiksatoriem.
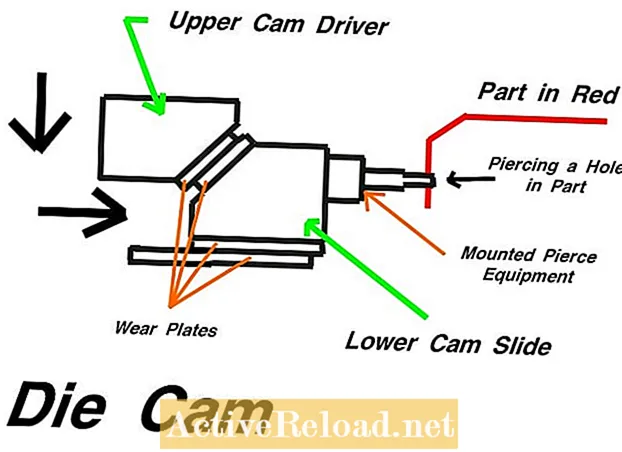
Die Cam
Šī ir mehāniska ierīce (skatīt diagrammu zemāk), kas ļauj presēšanas darbību veikt citādi, nevis taisni uz augšu un uz leju. Leņķa virsmu var apstrādāt uz formas, lai ievietotu izciļņa slaidu - pusi no izciļņa, kas faktiski var pārvietoties horizontālāk. Kumera vadītāja leņķiskā virsma aizveras uz sviras sviras leņķiskās virsmas, liekot apakšējai pusei slīdēt noteiktā virzienā. Piemēram, perforatoru, kas uzstādīts uz izciļņa slaida sejas, var nospiest uz priekšu, lai tas horizontāli iespiestu metāla lokšņu atveri.
Acīmredzot, tā kā tie, kas ir ieinteresēti štancēšanas dizainā, apgūst progresīvākus presēšanas procesus, viņi tiks pakļauti arvien jaunai terminoloģijai. Tā kā detaļu ražošanā ir nepieciešams iesaistīties tik daudz dažādu amatu cilvēku, ambiciozākiem cilvēkiem ir iespēja iemācīties ne tikai vārdu krājumu savā jomā, bet arī katrā no papildinošajiem procesiem.
Labi noapaļots ražošanas inženieris sapratīs ceļu, kurā jāveic metāla lokšņu sagatave, lai nokļūtu līdz galaproduktam. Mašīnas, kas būvētas šo detaļu ražošanai, iziet procesu, kas ir tikpat vērtīgs inženierim, kurš vēlas sarunāties par detaļu ražošanu visos līmeņos.
Šis raksts ir precīzs un atbilst patiesam autora zināšanām. Saturs ir paredzēts tikai informatīviem vai izklaides nolūkiem, un tas neaizstāj personiskus vai profesionālus padomus uzņēmējdarbības, finanšu, juridiskos vai tehniskos jautājumos.
Jautājumi un atbildes
Jautājums: Kas ir "Jalicoal" turētājs? Man nav ne jausmas, kā to uzrakstīt. Džolliko?
Atbilde: Uzņēmuma nosaukums ir Jolico. Viņu turētāju blokus varat atrast un pasūtīt viņu standartu grāmatā.

